El termoformado es un proceso de fabricación muy utilizado que consiste en calentar una lámina de plástico hasta que se vuelva flexible y, a continuación, darle forma sobre un molde mediante presión al vacío. Una vez que el plástico se enfría y se endurece, conserva la forma del molde, creando una pieza duradera y funcional.
Este proceso se usa mucho en sectores como el del embalaje, el automovilístico, el de dispositivos médicos y el de bienes de consumo, ya que permite fabricar piezas detalladas y de alta calidad con unos costes de utillaje relativamente bajos. El moldeado al vacío es ideal tanto para la creación de prototipos como para la fabricación a gran escala, pero para conseguir los mejores resultados es fundamental tener en cuenta una serie de aspectos de diseño para garantizar que el producto final sea resistente, preciso y visualmente atractivo.
Utiliza ángulos de desmoldeo para facilitar la extracción de la pieza del molde
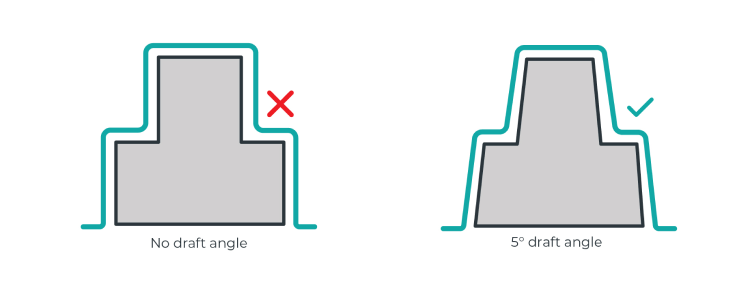
Los ángulos de desmoldeo son una parte esencial del diseño del termoformado. Se trata de ligeras inclinaciones que se añaden a las paredes verticales para facilitar la extracción de la pieza moldeada del molde. Sin un ángulo de desmoldeo, el plástico podría quedarse atascado, lo que dificultaría el desmoldeo o incluso dañaría la pieza.
La creación de plantillas con ángulos de desmoldeo resulta ideal para tecnologías como la impresión 3D o el fresado CNC. Sin embargo, cuando se utilizan métodos como el corte por láser, no es posible crear los ángulos de desmoldeo tradicionales. En estos casos, puedes diseñar la plantilla con un plano inclinado dividido en varios pequeños escalones, en lugar de una pared vertical continua.
Consejos
- Se recomienda utilizar un ángulo de desmoldeo de entre 3 y 5 grados para garantizar una desmoldeo sin problemas.
- En el caso de moldes más profundos o complejos, puede ser necesario un ángulo de desmoldeo mayor.
Reduce al mínimo los socavados
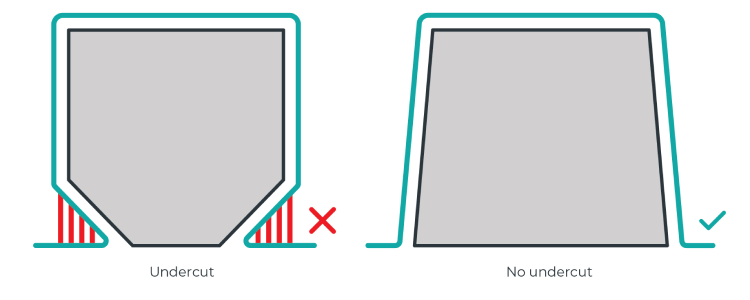
Los socavados son elementos que impiden que una pieza se desmolde fácilmente. Pueden complicar el proceso de moldeo y requerir moldes de varias piezas o herramientas adicionales.
Consejos
- Reduce al mínimo o elimina los socavados para conseguir moldes más sencillos y rentables.
- Si tu diseño requiere muescas, plantéate crear una plantilla compuesta por varias piezas ranuradas para facilitar la extracción de la pieza moldeada.
Relación entre la anchura y la altura (relación de aspecto)
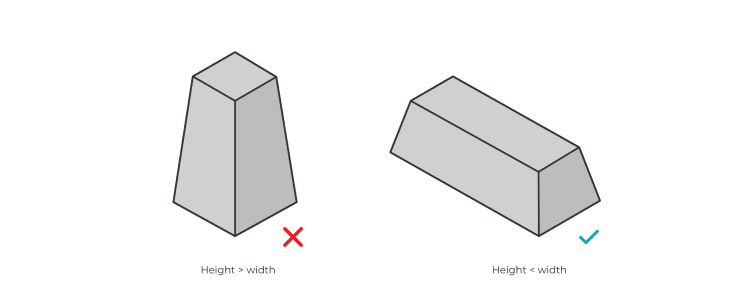
En el proceso de termoformado, es necesario controlar adecuadamente la relación entre la altura y la anchura (también conocida como relación de estiramiento o relación de profundidad de conformado) para garantizar la calidad del conformado, evitar que el material se desgarre o se deforme y facilitar el desmoldeado.
Consejos
- La altura no debe superar entre 2 y 3 veces la anchura para evitar que se adelgace demasiado o se rompa.
- Moldes poco profundos (de baja altura):
- Ideal para materiales más gruesos o rígidos con una deformación mínima.
- Ideal para aplicaciones como bandejas, carteles y productos similares.
- Moldes profundos (más altos):
- Se necesitan materiales más finos y elásticos para evitar que se desgasten demasiado.
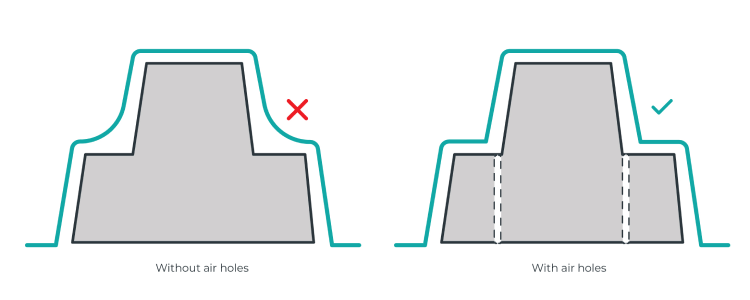
Optimiza la circulación del aire con los orificios de ventilación
Una circulación adecuada del aire a través de una plantilla de moldeo es fundamental para conseguir piezas detalladas y de alta calidad. Al añadir orificios de ventilación en los lugares adecuados, puedes mejorar la precisión del molde, evitar la formación de burbujas de aire y garantizar una distribución uniforme del plástico durante el proceso de moldeo.
¿Por qué son importantes los orificios de ventilación?
Durante el moldeado al vacío, el aire puede quedar atrapado en las cavidades o en las esquinas afiladas del molde, lo que provoca la formación de burbujas, deformaciones o moldes incompletos. La incorporación de orificios de ventilación ayuda a expulsar el aire atrapado, lo que permite que la lámina de plástico se moldee sin problemas contra el molde, captando los detalles más finos con precisión.
Consejos
- Presta especial atención a las cavidades y a los bordes afilados. Si tu plantilla tiene huecos profundos, escalones pronunciados o detalles intrincados, coloca orificios de ventilación cerca de los bordes y las esquinas para guiar el flujo del plástico de forma eficaz.
- Haz agujeros pequeños y discretos. Los orificios de ventilación deben ser lo suficientemente pequeños como para pasar desapercibidos en la pieza final, pero eficaces a la hora de liberar el aire atrapado. Lo normal es que un diámetro de 0,5 mm sea lo ideal.
- Colócalos con moderación. Si pones demasiados orificios de ventilación, puedes debilitar el molde o dejar marcas indeseadas en el producto final. En su lugar, céntrate en colocarlos estratégicamente cerca de las zonas problemáticas.
Tamaños recomendados para los orificios de ventilación según los distintos métodos de fabricación
| Método de fabricación |
Tamaño y forma recomendados para los orificios de ventilación |
| Impresión 3D SLA |
Orificio de aire cónico de 0,5 mm de diámetro |
| Impresión 3D FDM |
Diámetro mínimo de 0,5 mm; mayor si es necesario para la resolución de la impresora |
| Impresión 3D SLS |
No hace falta hacer agujeros de ventilación (el material es poroso de forma natural) |
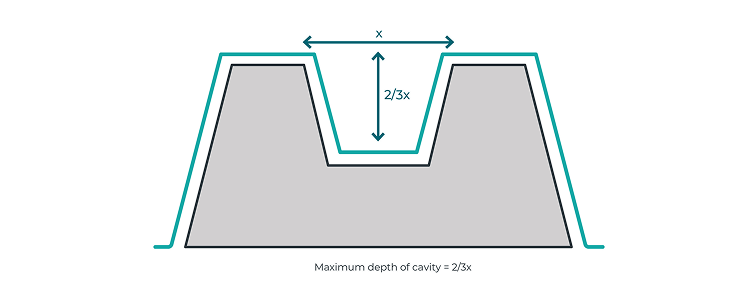
Profundidad de la cavidad en tu plantilla de conformado
Cuando se moldea una lámina de plástico para darle una forma tridimensional, su superficie aumenta y su grosor disminuye. Sin embargo, las diferentes plantillas provocan distintos grados de adelgazamiento de la lámina. Por ejemplo, si una plantilla duplica la superficie de la lámina de plástico, su grosor medio se reducirá a la mitad. También es importante tener en cuenta que el grosor rara vez es uniforme en toda la pieza, lo que significa que algunas zonas pueden acabar siendo más gruesas que otras.
La relación de adelgazamiento de la chapa cobra especial importancia cuando la plantilla tiene una cavidad. En esos casos, la profundidad de la cavidad no debe superar los dos tercios de la anchura de la abertura de su superficie. Si se supera esta relación, aumenta el riesgo de fabricar una pieza con superficies demasiado finas, lo que puede comprometer su calidad.
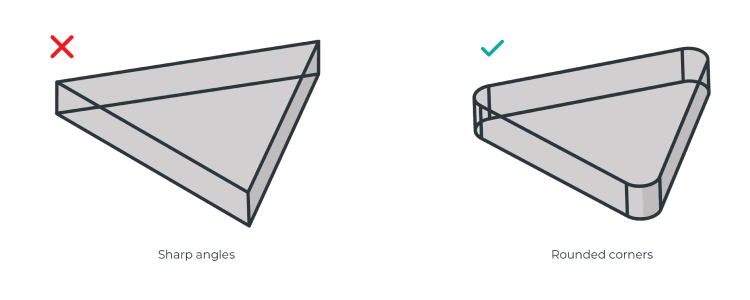
Evita los ángulos agudos
El moldeado al vacío no siempre es la mejor opción para plantillas con ángulos agudos, sobre todo si son inferiores a 90°. Las esquinas verticales muy pronunciadas, junto con ángulos de desmoldeo limitados, aumentan el riesgo de que la lámina de plástico se rompa o se forme una red durante el proceso de moldeado. Para evitarlo y mejorar la calidad de la pieza, asegúrate de que todas las esquinas y bordes de la plantilla estén redondeados.
Consejos
- Los bordes afilados pueden provocar un estiramiento excesivo y una concentración de tensiones, lo que puede dar lugar a desgarros.
- Se recomienda un radio de esquina (R) de al menos 3-5 mm, dependiendo del material.
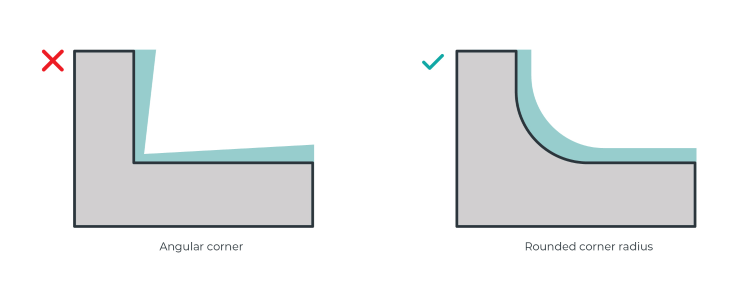
Radio de las curvas y flujo de material
Durante el moldeado al vacío, la lámina calentada va adoptando poco a poco la forma de la plantilla, hasta que finalmente se enfría y se solidifica en su sitio. A medida que el material se acerca a las esquinas, tiende a adelgazarse.
Para mantener un grosor uniforme y mejorar la integridad estructural de la pieza, es importante redondear las esquinas y los bordes. Un radio de esquina redondeado garantiza un flujo uniforme del material, lo que reduce el riesgo de que haya zonas débiles o irregulares en la pieza final.
La textura de la superficie de la plantilla
Las piezas termoformadas pueden reproducir la textura de la superficie de la plantilla, aunque esta no sea visible a simple vista. Esto es algo importante que hay que tener en cuenta durante la fase de diseño. Si quieres una superficie lisa, puede que tengas que retocar la plantilla para conseguir el acabado deseado.
La cantidad de posprocesamiento necesaria dependerá de la tecnología de fabricación de plantillas utilizada. Por ejemplo, la impresión 3D con filamento (modelado por deposición fundida) suele dar lugar a líneas de capa más visibles en comparación con las plantillas creadas mediante impresión 3D con resina (estereolitografía).
Colocación de la plantilla y cómo evitar que se formen pliegues
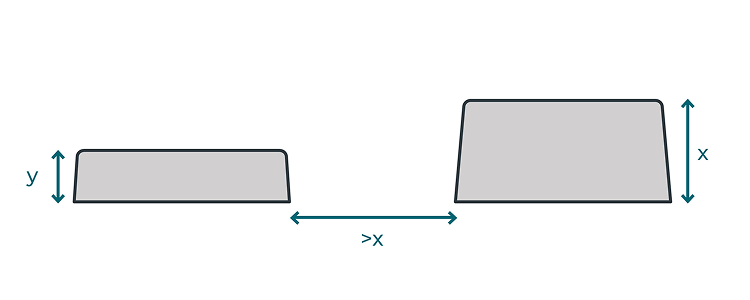
Cuando se colocan varias plantillas o elementos de diseño muy juntos, puede producirse un efecto de «malla» durante el proceso de termoformado al vacío. Para evitarlo, es importante dejar un espacio mayor que la altura del elemento más alto de la plantilla.
Esta directriz es especialmente importante en los moldes machos, donde las nervaduras pueden afectar negativamente a la pieza final. Sin embargo, en las plantillas hembras, las nervaduras tienen un impacto menor, ya que se encuentran en el interior y no afectan a la pieza final.
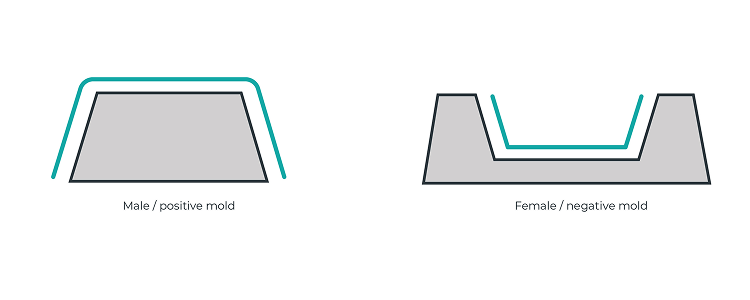
Plantillas masculinas vs femeninas
En el conformado por presión se utilizan plantillas macho o hembra, dependiendo del tipo de pieza que se vaya a fabricar. El lado del material que entra en contacto con la superficie de la herramienta es el que presenta una mayor consistencia dimensional, por lo que es importante definir la pieza basándose en el lado del material que entrará en contacto con la plantilla.
- Las plantillas masculinas tienen formas positivas o convexas.
- Las plantillas femeninas tienen formas negativas o cóncavas.
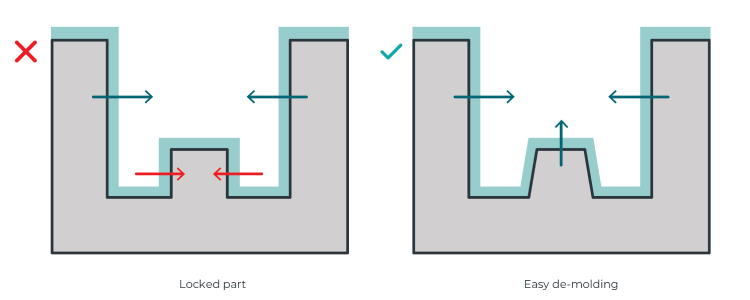
Diseño que tiene en cuenta la contracción
Durante el proceso de enfriamiento, los bordes pueden soltarse, pero las piezas internas pueden quedar atrapadas. Para evitarlo, añade ángulos de desmoldeo a cualquier elemento del diseño que corra el riesgo de quedar bloqueado durante el enfriamiento.
El siguiente diagrama muestra la dirección de la contracción durante el enfriamiento: las zonas en verde se soltarán, mientras que las que están en rojo corren el riesgo de quedarse atascadas.
Cómo elegir la máquina de termoformado adecuada para tu proyecto
Ahora que ya sabes cómo diseñar buenos moldes, el siguiente paso para conseguir resultados de alta calidad es elegir la máquina de termoformado adecuada.
MY YARD ofrece máquinas de termoformado de sobremesa completas y todo en uno, aptas tanto para principiantes como para profesionales. Todas las máquinas de termoformado MY YARD incluyen una bomba de vacío integrada, lo que elimina la necesidad de utilizar una bomba externa o un aspirador. Gracias a sus elementos calefactores de alta calidad, las máquinas de termoformado MY YARD calientan las láminas de material de forma rápida y uniforme.
Tanto si eres nuevo en el mundo del termoformado como si aún estás aprendiendo, las máquinas de termoformado MY YARD te facilitarán la tarea gracias a su interfaz intuitiva y a su base de datos de materiales integrada. Siempre encontrarás los ajustes de termoformado adecuados para cada proyecto.
Este artículo se publicó originalmente en myyardtech.eu.